An dem Ort, an dem Stahl erwärmt wird, fühlen wir uns zu Hause.
Dr. Ewald Nelken GmbH
- gegründet 1903
- 4000m2 Produktionsfläche an 3 Standorten
- mehr als 50 Mitarbeiter, ausschließlich erfahrene Facharbeiter und Servicetechniker
- eigener flexibler Lieferservice
- Entwicklungspartner des Anlagen- und Maschinenbaus und Automotive / OEM
- Konstruktion mit SolidWorks
- seit 1997 zertifiziert nach DIN ISO 9000
- 24-Stunden Hotline bei Anlagenstillstand
- über 60 Jahre Erfahrung in der Induktorfertigung
Unsere Geschichte beginnt 1903 – mit einer Batterie für den Bergbau. Ewald Nelken I. beginnt mit dem Handel von NIFE Stahlbatterien. Es folgten erste Stahlbauarbeiten und im Jahr 1920 die ersten Serienprodukte für den Bergbau. Die Produktion wuchs und die Kinder des Gründers beschlossen, die Firma in Handel und Produktion aufzuteilen. So entstanden die Firmen Nelken & Co. Essen und die Dr. Ewald Nelken oHG. Der Strukturwandel im Bergbau und im Hüttenbereich änderte immer wieder die Schwerpunkte in der Produktion, von Schienenverbindern über Kupferkontaktplatten bis zu Kabelaufhängungen und dem Bau von Metallbausonderlösungen.
1962 wurde in Zusammenarbeit mit den Mannesmann Röhrenwerken der erste Induktor für die Vergütung von Stahlrohren entwickelt. Die Materie der induktiven Erwärmung begeisterte uns - und mit uns zahlreiche Kunden. Die Aufgabenstellungen wuchsen und der Produktionsbereich wurde schnell zu klein. So entschieden wir uns im Jahr 1968, eine größere Halle zu bauen. Da in Essen kein geeigneter Baugrund gefunden wurde, zogen wir in die Nachbarstadt Mülheim in das neue Gewerbegebiet am Rhein Ruhr Hafen. Die Produktionshallen in Mülheim wurden 1986 und 2008 erweitert.
1992 wurde in Heidenheim an der Brenz - zwischen Aalen und Ulm in Baden Württemberg gelegen - die Niederlassung Süd gegründet. Zahlreiche Kunden aus dem Süden des Landes und die angrenzenden Nachbarn aus der Schweiz, Österreich und Frankreich schätzten den kurzen Weg und schnelle Reaktionszeiten. 1999 bauten wir in Heidenheim eine eigene Produktionshalle, die 2011 erweitert wurde.
Heute sind wir ein Full Service Dienstleister rund um die induktive Erwärmung. Mit unserem Partner, der DM Montage und Induktionsservice GmbH in Remscheid decken wir sämtliche Anforderungen der vorbeugenden und akuten Instandhaltung ab. Angefangen von der jährlichen Wartung der Umrichter, über die kurzfristige Reparatur im Störungsfall, bis zu der Erneuerung der Kühlwasserverschlauchung und der Generalüberholung und Neuanfertigung von Induktoren, Materialführungsrohren und Stromschienen.
Darüber hinaus begleiten wir Sie bei anspruchsvollen und beratungsintensiven Projekten rund um die induktive Erwärmung, angefangen von der Idee bis zu der Inbetriebnahme komplexer Produktionslinien.
Wofür werden die Induktoren eingesetzt?
Viele Besucher dieser Seiten haben im täglichen Berufsleben ständig mit Induktiver Erwärmung zu tun. Einige Geschäftspartner oder Interessenten kennen "Induktion" jedoch nur aus dem Grundlagenwissen des Physikunterrichtes. Daher ist die Frage nach dem Einsatzort nicht selten.
Induktionstechnik wird häufig dann verwendet, wenn Metalle unterschiedlichster Form bearbeitet werden. Die Einsatzorte sind sehr vielseitig und reichen von der Umformung bis zur Vergütung (Härten u.v.m.).
Stellt man sich ein klassisches Schmiedeteil vor (z. B. ein Zahnrad), so wird dies oft aus einem Stahlblöckchen umgeformt. Wird das Schmiedeteil warm bearbeitet, (es gibt auch Kaltumformung) ist die Induktive Erwärmung ein relativ kostengünstiges Verfahren, die Metalle auf Schmiedetemperatur (ca. 1250° C.) zu erwärmen. Ein weiterer Vorteil ist die Möglichkeit, große Stückzahlen gleichmäßig und ohne große Energieverluste auf Schmiedetemperatur zu bringen. Das erwärmte Metall wird dann mit Hilfe von Pressen oder Schmiedehämmern in den gewünschten Zustand umgeformt.
Unsere Aufgabe ist es, die Werkzeuge herzustellen und instand zu setzen, die die Wärme in das Metall einbringt. Diese Werkzeugfamilie, auch Induktoren genannt, sind sehr vielseitig und dem jeweiligen Werkstück angepasst.
Vereinfachte Darstellung der Induktiven Erwärmung
Die Induktionerwärmung ist eine geeignete Technik, um Energie in metallische Teile einzubringen. Die gut regelbare Erwärmung, die direkt im Werkstück stattfindet, erfolgt schnell und kann gezielt auf partielle Zonen begrenzt werden. Durch die Reproduzierbarkeit der Aufheizvorgänge und der leichten Handhabung ist die induktive Erwärmung ein technisch ausgereiftes Verfahren mit einem hohen Automatisierungsgrad zur industriellen Fertigung. Die häufigsten Anwendungen sind das Schmelzen von Stahl und metallischen Legierungen, das Erwärmen von Schmiedewerkstücken zur Warmumformung, das Glühen, Normalisieren und Härten sowie das Verkleben und Sintern.
Die Induktionsanlagen werden größtenteils in drei Bereiche eingeteilt:
- Niederfrequenzanlagen (bis ca. 50 Hz)
- Mittelfrequenzanlagen (bis ca. 10 kHz)
- Hochfrequenzanlagen (über 10 kHz)
Die Auswahl der geeigneten Induktionsanlagen hängt vom erforderlichen Maß der Frequenz abhängigen Stromeindringtiefe im Werkstück ab:
- kleiner Werkstückdurchmesser = höhere Frequenz
- großer Werkstückdurchmesser = niedrigere Frequenz
Faustformel für eine wirtschaftliche Arbeitsfrequenz bei der Stahlerwärmung:
Materialdurchmesser = 2,5 - 7 x Stromeindringtiefe. Bei der 3,5fachen Eindringtiefe wird die günstigste Leistungsübertragung erreicht.
Netzfrequenzanlagen (50 Hz) können über regelbare Transformatoren direkt an das Drehstromnetz angeschlossen werden. Kleinere Anlagen, z. B. für Laboranwendungen, Lötgeräte, Kugellagererwärmung usw. können teilweise noch mit 230 V. Netzspannung betrieben werden. Höhere Frequenzen werden in den Frequenzwandlern der Induktionsanlagen erzeugt.
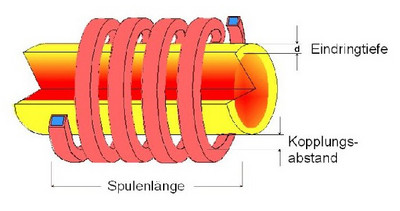
Das Werkzeug der Induktionsanlage ist der Induktor, oft auch Spule genannt. Es besteht aus einer ein- oder mehrwindigen wassergekühlten Spule, deren Geometrie möglichst dem Werkstück angepasst ist. Der Luftspalt (Kopplungsabstand) zwischen dem Erwärmungsgut und der Spule beeinflusst den Wirkungsgrad der Induktionsanlage.
Entsprechend dem Induktionsgesetz bildet sich um einen - von einem Wechselstrom durchflossenen Leiter - ein magnetisches Wechselfeld. Im metallischen Werkstück, welches dem magnetischen Wechselfeld ausgesetzt ist, werden Wirbelströme induziert, die das Werkstück erwärmen. Das magnetische Wechselfeld drängt die Wirbelströme in die Randzone des Werkstücks (Skin - Effekt) und bewirkt entsprechend der Eindringtiefe eine Erwärmung der Randzone. Im Einlaufbereich des Induktors ist der Temperaturanstieg in der Randzone des Werkstücks am Anfang sehr steil. Wird bei ferritischem Stahl die Curietemperatur (768° C.) überschritten, ändert sich die Permeabilität, die Eindringtiefe wird größer und der Temperaturanstieg etwas flacher. Die Erwärmung der tieferliegenden Zonen im zu erwärmenden Werkstück erfolgt überwiegend durch Wärmeleitung. Die Auslegung des Induktors muss so berechnet sein, dass das Werkstück beim Verlassen des Induktors eine möglichst geringe Temperaturdifferenz zwischen der Randzone und dem Kern aufweist.
Die Qualität eines Produktes steht maßgeblich für das Image einer Firma. Unser Ziel ist es, zufriedene Stammkunden langfristig zu betreuen. Um dieses Ziel zu erreichen, spielt die Qualität eine entscheidende Rolle bei unseren Produktionswegen. Vor und während der Produktion werden alle Artikel von Arbeitsanweisungen begleitet und vor dem Warenausgang ausführlich geprüft. Mit den Lieferpapieren erhalten unsere Kunden Prüfanweisungen, die detailliert die Messwerte der Eingangs- und Ausgangsprüfungen dokumentieren.
Um unsere Dienstleistungsqualität nachhaltig nicht nur aufrechtzuerhalten, sondern vielmehr permanent weiter auszubauen, haben wir ein prozessstrukturiertes Qualitätsmanagementsystem nach der internationalen Norm DIN EN ISO 9001:2015 seit dem Jahr 1997 eingerichtet.
Neben unseren Richtlinien zur Qualitätssicherung spielt der Schutz der Umwelt eine bedeutende Rolle. Der Einsatz von Euro- und Mehrwegverpackungen bei Anlagentransporten ist ebenso selbstverständlich wie die fachgerechte Entsorgung aller nicht organischen Produkte.
- Betreiben des Firmenstandortes entsprechend allen gesetzlichen und verordnungs- rechtlichen Forderungen und genehmigungsrechtlichen Erlaubnissen
- Arbeiten nach allen für uns gültigen Umweltauflagen
- Berücksichtigen der neuesten Technologien auch unter Umweltgesichtspunkten bei der Beschaffung neuer Anlagen bzw. Modernisierung bestehender Anlagen unter Wahrung wirtschaftlichen Machbarkeit
- Berücksichtigung von Nachbarschaftsinteressen
- Verminderung von nachteilig umweltbeeinflussenden Faktoren
- Ständiges Arbeiten im Einklang mit ressourcen- und energieschonender Produktion
- Einsatz von Wasser- und Stromsparenden Anlagen, zum Beispiel von Wasserdurchflußprüfständen im rotierenden Kreislauf
- Verwendung von 100 % Naturstrom aus regenerativer Energie
- Förderung der E-Mobility durch Einsatz von Elektro- und PHEV Fahrzeugen sowie E-Bike Förderung für alle Mitarbeiter
- Download unserer AGB oder zum online lesen auf der Seite AGB
- Aufheizkurve für neu ausgemauerte Induktionsspulen
- DIN EN ISO 9001 : 2015 Zertifikat der Dr. Ewald Nelken GmbH
- QM Handbuch
- NELKEN GmbH Folder (PDF)
- Business Strom Option "Natur" 01.01.2021-31.12.2024
